Aluminum Heat sink extrusion tolerance and CNC machining accuracy?
- Yongxing
- 04 Feb ,2026

Many engineers underestimate the importance of tolerance control in heat sink production. Loose specs cause gaps, warping, and reduced heat transfer. But extreme precision adds cost.
Extrusion tolerances and CNC machining accuracy together define how well a heat sink fits and performs in real systems.
Dimensional accuracy impacts not just fit—but also thermal performance, assembly quality, and lifecycle stability. Let’s explore how tight tolerances really matter in aluminum heat sinks.
What are typical dimensional tolerances in extrusion?
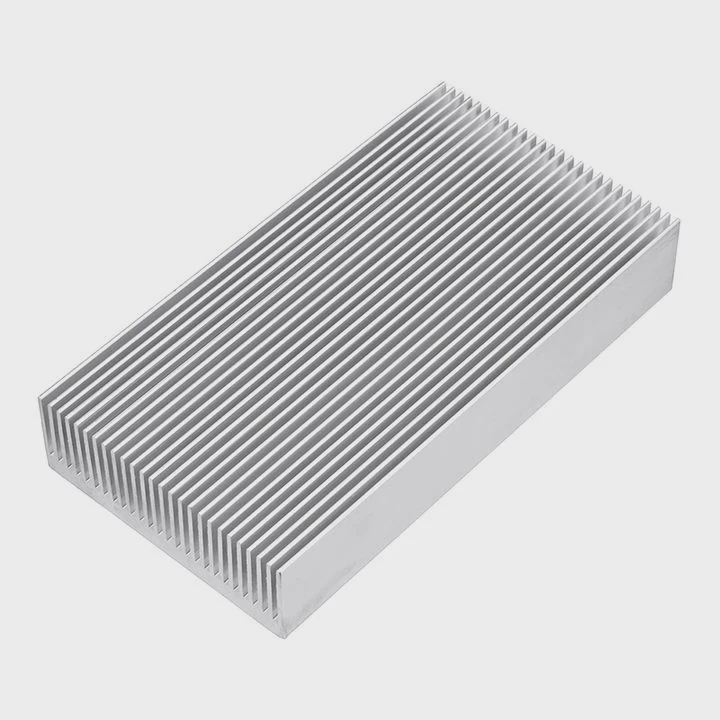
Heat sink profiles are often extruded first, then machined. Extrusion comes with built-in limits, based on die size, material flow, and press stability.
For industrial-grade aluminum extrusions, dimensional tolerances typically range from ±0.1 mm to ±0.5 mm depending on profile size.
Typical tolerance standards
Extrusion tolerance is defined by standards like EN 755-9 or ASTM B221. These depend on profile dimensions and alloy behavior.
| Feature Dimension (mm) | Standard Tolerance (mm) | Common Heat Sink Use |
|---|---|---|
| 0–25 | ±0.15 | Base thickness, fins |
| 25–100 | ±0.25 | Outer width, channels |
| 100–300 | ±0.35 to ±0.50 | Large bases or housings |
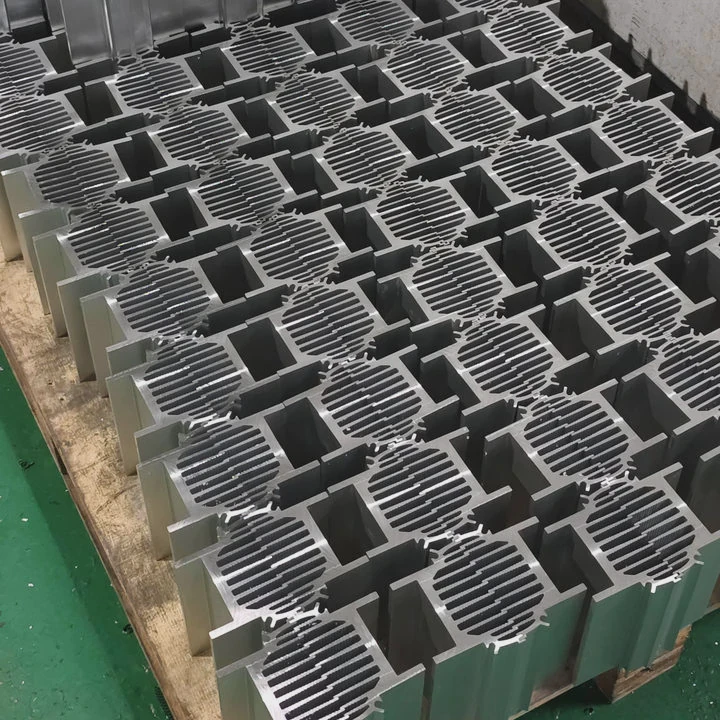
The smaller the cross-section, the tighter the tolerance. Large hollow or finned sections can deform more during extrusion, causing bowing or twisting.
Factors influencing extrusion accuracy
Several things affect the real-world accuracy of an extruded part:
- Die wear: After many cycles, dies lose shape
- Cooling rate: Uneven cooling causes warping
- Alloy selection: 6063 extrudes cleaner than 6061
- Press control: Newer machines give better consistency
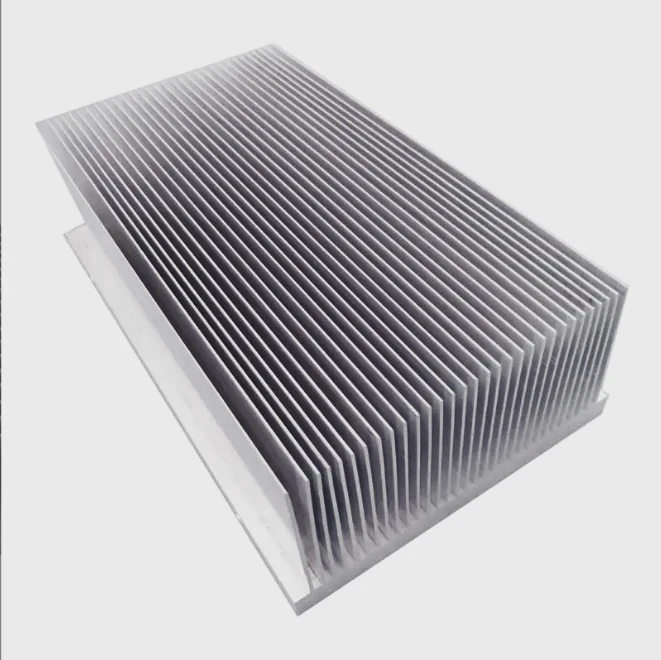
For precision heat sinks, we often choose 6063-T5 due to its excellent dimensional control and surface finish.
How precise is CNC milling for complex fins?
Once the profile is extruded, CNC machining shapes the base, adds mounting holes, or cuts finer features. But how accurate is it?
High-quality CNC milling achieves tolerances of ±0.01 mm for critical areas and ±0.05 mm for general heat sink surfaces.
Key CNC capabilities
Modern CNC machines use multi-axis control and probing systems to cut aluminum with high repeatability.
Here’s a breakdown of achievable tolerances by operation type:
| Operation | Typical Tolerance | Application |
|---|---|---|
| Flat surface milling | ±0.02 mm | Baseplate, mounting surfaces |
| Slotting/grooving | ±0.03 mm | Thermal interface channels |
| Hole drilling/tapping | ±0.01 to ±0.05 mm | Assembly holes, sensor mounts |
| Thin fin shaping | ±0.05 to ±0.10 mm | Dense cooling fins |
CNC machining is used to correct extrusion deviation or to add precision areas, like sensor seats or threaded holes.
For example, on a heat sink designed for a lithium-ion battery module, I often use CNC surfacing to flatten the contact pad to <±0.02 mm, ensuring close contact with TIM.
Limiting factors
- Tool wear: A dull end mill causes tolerance drift
- Heat buildup: Poor chip removal leads to thermal expansion
- Workpiece fixturing: Weak clamping affects repeatability
So while machines can cut accurately, quality depends on process control and inspection.
Does tighter tolerance improve heat sink performance?
It’s tempting to demand ultra-tight tolerances. But do they really improve cooling?
Yes, in some cases. Tighter flatness and alignment tolerances improve thermal contact and reduce interface resistance.

Where it matters most
- Flatness of the baseplate: Ensures good contact with battery modules, CPUs, or IGBTs
- Parallelism of fins: Helps airflow uniformity
- Hole position accuracy: Avoids misaligned mounts that lift the base
Poor surface tolerance increases the thermal interface material (TIM) thickness, which adds resistance. A flatness deviation of 0.2 mm can double the effective thermal resistance.
The table below shows how contact flatness impacts thermal resistance ®:
| Flatness Deviation (mm) | TIM Thickness (mm) | Contact Resistance (°C/W) |
|---|---|---|
| 0.05 | 0.10 | 0.20 |
| 0.20 | 0.25 | 0.45 |
| 0.40 | 0.50 | 0.85 |
But tighter isn’t always better
Tight tolerances:
- Cost more to machine
- Increase scrap rate
- May not improve performance if interface quality is poor
Use tolerance where it matters—especially at the contact surface. On fins or edges, general tolerances of ±0.2 mm are often acceptable.
How to ensure tolerance consistency in mass production?
Maintaining tolerance in a prototype is easy. But in batches of thousands, consistency is the real challenge.
To ensure tolerance consistency in large-scale production, use a combination of in-line inspection, stable process controls, and regular tool maintenance.
Best practices for consistent quality
Design for Manufacturability (DFM)
Simplify profiles to reduce distortion risk. Avoid thin walls or deep grooves that flex during extrusion.Use stable extrusion suppliers
Choose partners with modern presses and real-time monitoring.Apply CNC calibration routines
Machine tools must be recalibrated weekly. Use in-process probes to check tool paths.Use statistical process control (SPC)
Track key features like flatness, width, and hole location across batches.Standardize inspection tools
CMMs (Coordinate Measuring Machines), go/no-go gauges, and surface flatness testers should be used at final QC.
Real-world control workflow
| Step | Description | Frequency |
|---|---|---|
| Incoming inspection | Aluminum billets checked for purity | Each batch |
| Profile check | Cross-section measured post-extrude | Every 10 pcs |
| Machining QA | Probe check after CNC cycles | Every 5 pcs |
| Final QC | CMM surface mapping | Each shipment |
In one of our large EV heat sink projects, this system helped reduce defect rates from 6% to under 1% in three months.
Conclusion
Tolerances define more than just dimensions—they influence thermal contact, product life, and assembly ease. While extrusion has natural limits, CNC machining can tune critical surfaces. Tighter tolerances help where contact matters, but require disciplined production control. With the right process, even mass production can meet tight accuracy needs.




