What Tolerance Ranges Apply to Heat Sinks?
- Yongxing
- 25 Jun ,2026

Many heat sink projects fail because small dimensional errors create thermal gaps, assembly issues, or unstable airflow. These problems often appear late in production and increase both cost and delivery risk.
Heat sink tolerance ranges usually fall between ±0.05 mm and ±0.30 mm, depending on the material, structure, and manufacturing method. CNC machining and grinding can achieve tighter tolerances, while extrusion and die casting often allow wider ranges.
Tolerance control affects every stage of heat sink manufacturing. It impacts thermal contact, assembly fit, surface flatness, airflow behavior, and long-term reliability. Many buyers focus only on thermal conductivity, but dimensional accuracy often decides whether a heat sink performs consistently in real applications.
How do tolerances influence heat sink performance?
Small tolerance errors can create large thermal problems. Even a slight gap between the heat source and the heat sink base can increase thermal resistance and reduce cooling efficiency.
Tolerances directly affect heat sink thermal contact, airflow consistency, mechanical assembly, and long-term reliability. Poor dimensional control may increase thermal resistance, vibration risk, and installation problems in high-power electronic systems.

Heat sinks work by transferring heat from a hot component into the surrounding air or cooling medium. This process depends heavily on physical contact and structural precision. If dimensions move outside the designed tolerance range, the thermal path becomes unstable.
Thermal Contact Surface Matters
The flatness of the heat sink base is one of the most important tolerance factors. A warped or uneven base creates air gaps between the heat source and the heat sink.
Air is a very poor thermal conductor. Even with thermal grease, large gaps reduce heat transfer efficiency.
Here is a simple comparison:
| Surface Condition | Thermal Contact Quality | Thermal Resistance |
|---|---|---|
| Flat and precise | Excellent | Low |
| Slightly uneven | Acceptable | Medium |
| Warped surface | Poor | High |
In high-power devices such as IGBT modules, laser systems, or 5G communication equipment, poor base flatness can cause localized overheating. This shortens component life.
Fin Tolerances Affect Airflow
Many engineers focus only on base tolerances, but fin accuracy also matters.
Fin spacing controls airflow resistance. If fin dimensions vary too much:
- Airflow becomes uneven
- Pressure drop increases
- Cooling efficiency decreases
- Fan noise may increase
This issue becomes more serious in dense fin structures.
For example, skived fin heat sinks often require very tight spacing tolerances because the fins are thin and closely packed. A small variation can block airflow channels.
Mechanical Assembly Stability
Tolerance control also affects assembly.
A heat sink may connect with:
- PCB assemblies
- Liquid cooling plates
- Chassis systems
- Fans
- Thermal modules
Poor dimensional accuracy can create alignment problems during installation.
In rail transit and aerospace projects, even small assembly stress can create vibration fatigue over time. This is why many customers request GD&T control and strict inspection reports.
Surface Flatness and Pressure Distribution
Mounting pressure must stay even across the interface surface.
If the base thickness varies too much, mounting force becomes uneven. Some areas receive too much pressure while others receive too little.
This may lead to:
- Thermal paste pumping
- Cracking
- Uneven thermal expansion
- Reliability failure
Typical Heat Sink Tolerance Ranges
Different applications require different tolerance levels.
| Heat Sink Feature | Typical Tolerance Range |
|---|---|
| Extruded profile width | ±0.15 mm to ±0.30 mm |
| CNC machined base | ±0.02 mm to ±0.05 mm |
| Fin height | ±0.10 mm to ±0.20 mm |
| Base flatness | 0.03 mm to 0.10 mm |
| Hole position | ±0.03 mm to ±0.10 mm |
The final tolerance requirement depends on the thermal design target and assembly environment.
Why High-Power Systems Need Better Tolerances
High-power electronics create concentrated heat loads.
Examples include:
- Energy storage systems
- EV inverters
- Railway converters
- Medical lasers
- Semiconductor equipment
These systems usually operate continuously under high thermal stress. Small dimensional errors become much more dangerous in these environments.
This is why many industrial buyers ask for:
- CMM inspection reports
- Flatness data
- Thermal simulation support
- Reliability testing
Tolerance control is not just a machining issue. It directly affects thermal reliability and system lifespan.
Which manufacturing methods ensure tight tolerances?
Many heat sink suppliers claim high precision, but not all manufacturing methods can maintain stable tolerances in mass production. Process capability matters more than marketing claims.
CNC machining, grinding, skiving, vacuum brazing, and friction stir welding usually provide tighter heat sink tolerances than extrusion or die casting. The best process depends on geometry, material, and thermal design requirements.
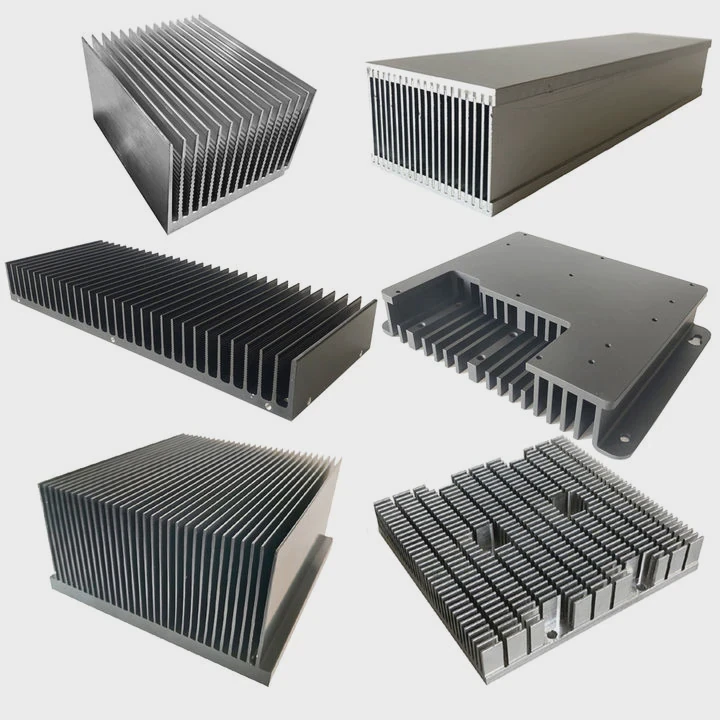
Different heat sink structures require different manufacturing technologies. Each process has its own tolerance capability, cost level, and production speed.
CNC Machining Offers Excellent Precision
CNC machining is one of the most reliable methods for tight tolerance control.
It is widely used for:
- Semiconductor heat sinks
- Medical systems
- Aerospace electronics
- High-power IGBT modules
CNC machines can maintain excellent dimensional consistency because the process is digitally controlled.
Typical CNC tolerance capability:
| CNC Feature | Typical Precision |
|---|---|
| Hole position | ±0.02 mm |
| Surface flatness | 0.02 mm to 0.05 mm |
| Base thickness | ±0.02 mm |
| Complex geometry | High consistency |
However, CNC machining increases production cost and machining time.
Extrusion Is Efficient but Less Precise
Aluminum extrusion is very common for standard heat sinks.
This process is cost-effective and suitable for large-volume production. Still, extrusion tolerances are usually wider than CNC machining.
Common extrusion challenges include:
- Material springback
- Profile deformation
- Uneven wall thickness
- Twist and bending
Long extruded profiles often require secondary machining to improve critical dimensions.
Skiving Creates Dense Fin Structures
Skived fin heat sinks can achieve very thin fins and high aspect ratios.
This process cuts fins directly from the base material. Because the fins stay connected to the base, thermal conductivity remains excellent.
Skiving usually provides:
- Better fin consistency
- Tight fin spacing control
- Lower thermal resistance
Still, tool wear must be controlled carefully. Otherwise, fin thickness may drift during production.
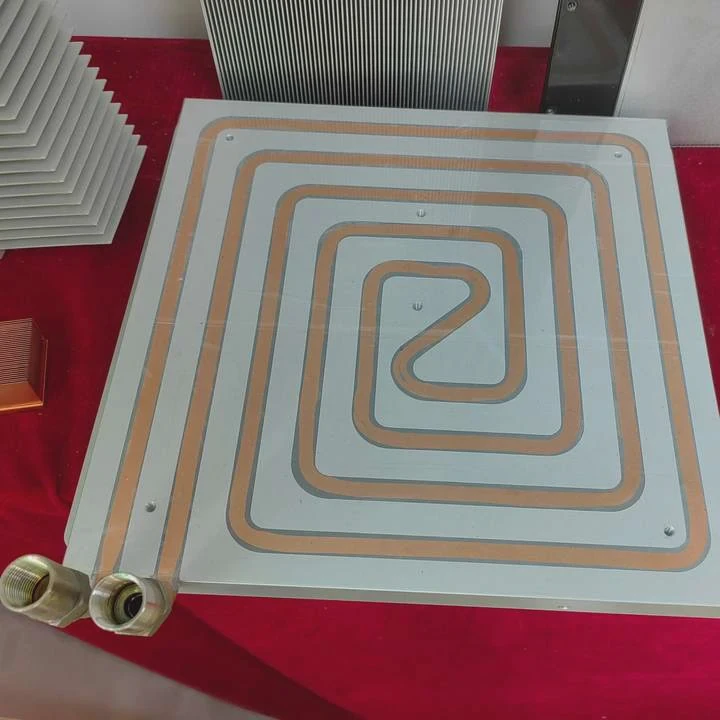
Vacuum Brazing Supports Complex Assemblies
Vacuum brazing joins multiple metal parts into one heat sink structure.
This method works well for:
- Liquid cold plates
- Vapor chamber assemblies
- Multi-part heat sinks
The vacuum environment reduces oxidation and improves joint quality.
However, brazing introduces thermal expansion during heating and cooling cycles. This can slightly affect dimensional accuracy.
Experienced manufacturers compensate for thermal deformation during fixture design.
Friction Stir Welding Improves Structural Stability
Friction stir welding is becoming popular in liquid cooling systems.
This process creates strong welds with lower thermal distortion than traditional welding.
Advantages include:
- Better dimensional stability
- Reduced porosity
- High mechanical strength
- Excellent sealing reliability
Many EV and energy storage projects now use friction stir welded liquid cooling plates because they combine structural strength with good tolerance control.
Grinding and Surface Finishing
Grinding is often used after machining.
This process improves:
- Surface roughness
- Flatness
- Parallelism
For high-power modules, grinding can reduce interface gaps significantly.
Some applications require mirror-level flatness for direct chip cooling systems.
Manufacturing Process Comparison
| Process | Tolerance Capability | Cost Level | Best Use |
|---|---|---|---|
| CNC machining | Excellent | High | Precision heat sinks |
| Extrusion | Medium | Low | Standard profiles |
| Skiving | High | Medium | Dense fins |
| Die casting | Medium | Medium | Complex shapes |
| Vacuum brazing | High | High | Liquid cooling systems |
| Friction stir welding | High | Medium-High | Cold plates |
The best solution usually combines multiple processes.
For example:
- Extrusion + CNC finishing
- Skiving + brazing
- CNC + vapor chamber integration
This mixed-process approach helps balance cost, performance, and manufacturability.
Are tighter tolerances always better?
Many buyers assume tighter tolerances automatically improve heat sink quality. In reality, unnecessary precision often increases cost without improving actual thermal performance.
Tighter heat sink tolerances are not always better. The optimal tolerance depends on thermal goals, assembly requirements, manufacturability, and production cost. Overly strict tolerances may increase machining difficulty and reduce production efficiency.
Tolerance design should always match the real application needs.
Many engineering teams make the mistake of applying extremely tight tolerances to every feature. This creates unnecessary manufacturing pressure.
Tight Tolerances Increase Cost Rapidly
Machining cost rises quickly when tolerance requirements become stricter.
For example:
| Tolerance Level | Relative Manufacturing Cost |
|---|---|
| ±0.30 mm | Low |
| ±0.10 mm | Medium |
| ±0.05 mm | High |
| ±0.02 mm | Very High |
This happens because tighter tolerances require:
- Slower machining speeds
- Better tooling
- More inspections
- Temperature-controlled environments
- Higher rejection rates
In some projects, tighter tolerances may double production cost without meaningful thermal improvement.
Thermal Performance Has Practical Limits
There is a point where additional precision no longer improves cooling performance significantly.
For example, reducing base flatness from 0.05 mm to 0.01 mm may produce only a very small thermal improvement after thermal interface material is applied.
The improvement may become almost impossible to detect in real operating conditions.
Excessive Precision Can Reduce Yield
Very strict tolerances increase scrap rates.
This becomes especially problematic in:
- Large heat sinks
- Thin fin structures
- Copper assemblies
- Vacuum brazed systems
Copper expands significantly during machining and heating. Maintaining ultra-tight dimensions becomes difficult in mass production.
A design that looks perfect on paper may become unstable during volume manufacturing.
Functional Tolerance Design Works Better
Good engineers focus on critical dimensions instead of controlling every feature equally.
Critical areas usually include:
- Mounting holes
- Base flatness
- Interface thickness
- Fin spacing
Non-critical cosmetic features can often use wider tolerances.
This approach reduces manufacturing cost while maintaining thermal performance.
Material Behavior Must Be Considered
Different materials behave differently during manufacturing.
| Material | Machining Stability | Thermal Expansion |
|---|---|---|
| Aluminum | Good | Medium |
| Copper | More difficult | Higher |
| Composite materials | Variable | Variable |
Large copper heat sinks often require stress relief treatment before finishing operations.
Without this step, internal stress may distort the part later.
Real-World Example
One project involved a liquid cooling plate for an energy storage inverter.
The original design required ±0.01 mm flatness across the entire plate surface. This requirement caused:
- High scrap rates
- Long lead times
- Fixture instability
After thermal testing, engineers found that ±0.05 mm produced nearly identical thermal results.
The revised design reduced production cost significantly while improving delivery stability.
Smart Tolerance Design Balances Several Factors
Good tolerance planning balances:
- Thermal performance
- Manufacturability
- Reliability
- Cost
- Production speed
The goal is not the tightest tolerance possible.
The goal is stable and repeatable performance.
This is especially important for OEM and ODM heat sink projects where long-term production consistency matters more than laboratory-level precision.
How to measure heat sink dimensional accuracy?
A heat sink cannot achieve stable quality without reliable measurement methods. Inspection data helps manufacturers verify whether dimensions stay within the required tolerance range.
Heat sink dimensional accuracy is measured using tools such as CMM machines, calipers, micrometers, height gauges, optical systems, and flatness inspection equipment. The chosen method depends on the feature size, tolerance requirement, and production volume.

Dimensional inspection is one of the most important parts of heat sink quality control.
Many thermal failures start with dimensional problems that were never detected during inspection.
Coordinate Measuring Machines (CMM)
CMM systems are widely used for precision heat sink inspection.
These machines measure dimensions using a probe system controlled by software.
CMM inspection can verify:
- Hole positions
- Flatness
- Parallelism
- Perpendicularity
- Complex geometries
CMM reports are often requested by customers in:
- Aerospace
- Rail transit
- Semiconductor industries
- Medical electronics
Surface Flatness Measurement
Flatness is critical for thermal contact performance.
Several methods are commonly used:
| Inspection Method | Typical Use |
|---|---|
| Granite platform | Basic flatness check |
| Dial indicator | Manual inspection |
| Laser measurement | High precision |
| Optical scanning | Complex surfaces |
For high-power heat sinks, flatness inspection often occurs after grinding or final machining.
Calipers and Micrometers
Traditional tools still play an important role.
Digital calipers are useful for:
- External dimensions
- Fin height
- Thickness checks
Micrometers provide higher accuracy for critical dimensions.
These tools are fast and practical for production line inspections.
Optical Measurement Systems
Optical systems are becoming more common in automated production environments.
Advantages include:
- Fast inspection speed
- Non-contact measurement
- High repeatability
- Digital data storage
These systems work especially well for thin fin structures that are difficult to inspect manually.
Statistical Process Control (SPC)
Modern heat sink manufacturing often uses SPC systems.
SPC tracks dimensional trends during production.
This helps manufacturers detect:
- Tool wear
- Machine drift
- Process instability
Instead of checking only finished products, SPC helps control the entire process continuously.
Inspection Frequency Matters
Inspection strategy depends on production volume.
Typical approaches include:
| Production Stage | Inspection Level |
|---|---|
| Prototype | 100% inspection |
| Pilot production | High sampling |
| Mass production | SPC sampling |
| Final shipment | Random audit |
Critical aerospace and railway projects may still require full traceability.
Thermal Testing Complements Dimensional Inspection
Dimensional accuracy alone does not guarantee thermal performance.
Many manufacturers combine dimensional inspection with:
- Wind tunnel testing
- Thermal resistance testing
- Leak testing
- Reliability cycling
- Vibration testing
This creates a more complete quality validation process.
Why Documentation Is Important
Technical buyers often request detailed inspection documents before approving suppliers.
Common requirements include:
- CMM reports
- Material certificates
- Flatness data
- Thermal test reports
- Process control records
These documents build confidence in long-term manufacturing consistency.
In many industries, dimensional control is closely connected with supplier credibility.
Conclusion
Heat sink tolerances affect thermal efficiency, assembly quality, reliability, and manufacturing stability. The right tolerance range depends on the application, material, and process capability. Good thermal design does not require the tightest tolerances everywhere. It requires smart balance, reliable inspection, and stable production control.